Supports d'impression 3D : comment les optimiser sur Cura
Création de support sur Cura
Bien gérer ses supports d'impression 3D est l'un des secrets pour réduire son temps de fabrication, économiser de la matière et améliorer la qualité de ses pièces. Trop souvent négligés, ces échafaudages temporaires consomment du filament et laissent des marques s'ils sont mal réglés. Dans ce guide pas à pas, nous voyons comment les optimiser efficacement. Nous prenons le logiciel Cura comme exemple, mais la logique est identique sur tous les slicers (PrusaSlicer, OrcaSlicer…) : seuls les noms des paramètres changent. Pas de panique, donc tout est expliqué clairement.
Comprendre le fonctionnement d'un support
Commençons par les bases. Un support est nécessaire dès qu'une pièce comporte des zones en porte-à-faux ou « dans le vide », c'est-à-dire des parties qui n'ont rien en dessous pour les soutenir pendant l'impression. Sans appui, le plastique fondu retomberait.
L'angle à partir duquel un support devient nécessaire dépend de votre machine et de vos réglages. Pour le PLA, il se situe généralement autour de 50 à 55°. Un support se compose de deux parties : une base à remplissage alvéolaire (peu dense, pour économiser la matière) et une zone de contact (l'interface) entre cette base et votre pièce.
La fameuse « distance Z »
Entre le support et la pièce se trouve un petit espace qui permet de détacher facilement l'un de l'autre : c'est la distance Z (facile à retenir : Z comme la hauteur). Tout l'art consiste à trouver le bon équilibre. Plus cet espace est grand, plus la pièce se détache facilement et moins elle garde de marques, mais trop grand, le support ne joue plus son rôle et la pièce risque de s'effondrer. C'est le réglage le plus important de tout ce guide.
Réglage porte-à-faux dans Cura
1. Réduire le temps et la matière
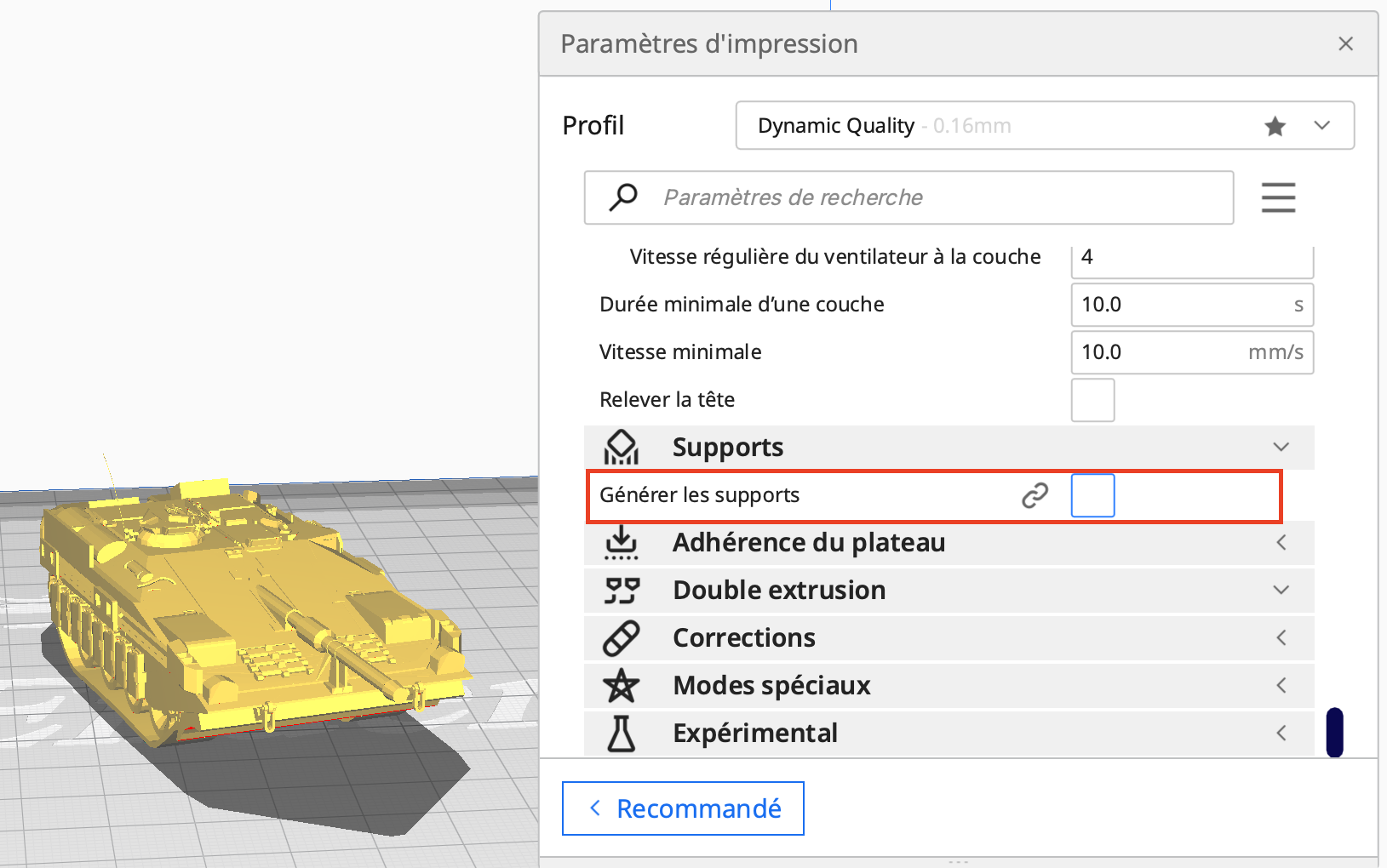
Une fois votre modèle importé dans Cura, activez les supports puis lancez une découpe : vous obtenez le temps de référence. En zoomant, vous distinguez la grille interne (peu dense), l'interface, la zone Z et la paroi du support. Voici comment alléger tout cela.
Augmenter l'angle de porte-à-faux
Dans le menu personnalisé, section Support, vous trouvez l'angle de porte-à-faux (souvent ~51° par défaut). Tout ce qui dépasse cet angle génère des supports. Or, en PLA et dans de bonnes conditions, vous pouvez imprimer sans support jusqu'à 60°. Augmenter cette valeur de quelques degrés réduit donc la quantité de supports, autant de temps et de matière gagnés.
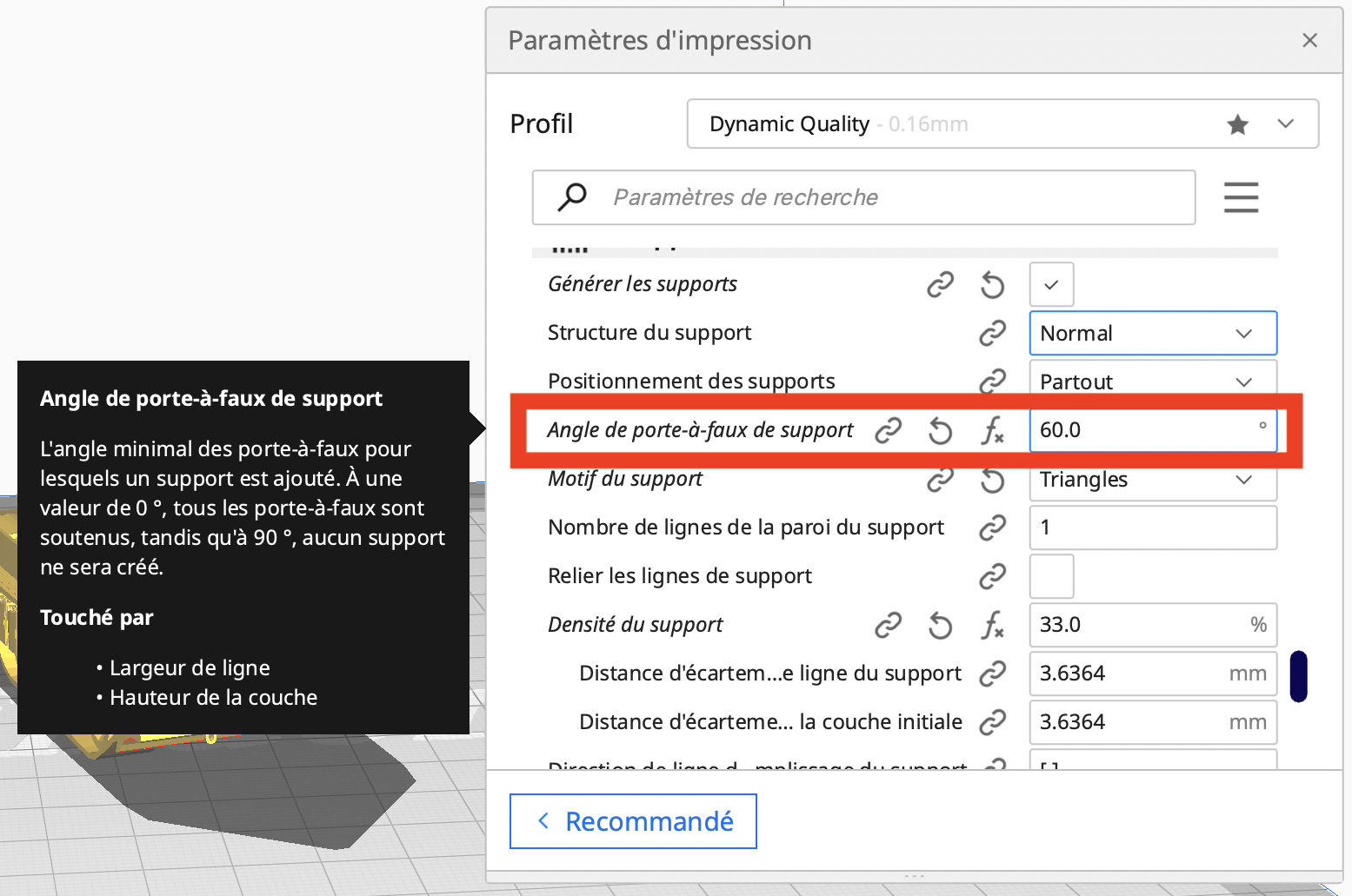
Réduire l'interface et la paroi
Vous pouvez retirer l'interface de support pour gagner du temps, mais évitez-le pour les pièces qui ne sont pas plates, sous peine de dégrader la qualité. Astuce : si vous retirez l'interface, placez votre pièce en diagonale pour homogénéiser le support.
La paroi de support peut aussi être réduite (jusqu'à 0). Attention, cela fragilise le support : réservez cette réduction aux supports bas ou à base large. Évitez-la pour un support en colonne.
Les supports coniques
Pour réduire davantage, activez les supports coniques : la base devient plus aérée (plus d'espace entre les grilles) tandis que le sommet reste resserré et solide. Conservez l'angle de cône par défaut. Vous obtenez ainsi une base économe en matière, sans sacrifier la tenue là où ça compte.
Paramètre d’interface de support dans Cura
2. La technique du remplissage graduel
Voici une autre méthode efficace pour accélérer l'impression : moduler la densité du support. Réglez la densité du support au niveau de celle de l'interface, puis activez un remplissage graduel. Le principe : diviser la densité du support en allant vers le bas, par 2, voire par 3. Par exemple, une densité de 33 % devient 16,5 % à la base.
Pour préserver la solidité malgré cette baisse de densité, choisissez un motif en grille ou en triangle, plus résistant. Résultat : un support solide au sommet, allégé à la base, et une vraie économie de temps et de matière. Sur de petites pièces, le gain semble modeste ; mais en production, la différence devient significative.
3. Optimiser la qualité : tout se joue sur la distance Z
Bonne nouvelle : pour la qualité, il y a bien moins de paramètres à régler. Le point décisif, c'est la distance Z, évoquée plus haut. Si elle correspond à une seule épaisseur de couche, le support risque de fusionner avec la pièce ; à deux épaisseurs, la pièce risque de s'effondrer.
L'impact sur le rendu final est majeur. Il n'existe pas de valeur universelle : le bon réglage dépend de la qualité visée et du matériau utilisé. Le mieux est de faire des tests, idéalement avec les pièces de calibration disponibles gratuitement en ligne.
4. Le support arborescent
Maintenant que le support classique n'a plus de secret pour vous, découvrons le support arborescent. Il repose sur les mêmes principes, mais sa structure évoque une matière organique, des branches d'arbre, plutôt qu'un pilier de pont.
Il est particulièrement adapté aux pièces complexes comportant des zones sensibles et difficiles à atteindre : c'est souvent le cas des statues et des figurines. Ses branches contournent le modèle pour le soutenir sans l'abîmer. Seul inconvénient : il est généralement plus délicat à retirer. En contrepartie, il consomme moins de matière et offre un plus bel aspect de surface, à condition d'avoir bien réglé la distance Z. Les principes de réglage restent les mêmes que pour le support classique.
| Critère | Support classique | Support arborescent |
|---|---|---|
| Structure | Piliers / grille | Branches organiques |
| Idéal pour | Pièces droites, porte-à-faux simples | Figurines, formes complexes |
| Consommation matière | Plus élevée | Réduite |
| Retrait | Facile | Plus délicat |
| Rendu de surface | Correct | Plus propre |
Conclusion : optimiser, mais à bon escient
Vous disposez maintenant de toutes les clés pour optimiser vos supports : angle de porte-à-faux, interface, paroi, supports coniques, remplissage graduel, distance Z et supports arborescents. Ces réglages fonctionnent sur tous les slicers, avec une terminologie qui varie d'un logiciel à l'autre.
Un dernier conseil de bon sens : réservez ces optimisations aux impressions de plus de 3 heures. En dessous, le gain est trop faible pour justifier l'effort — laissez les réglages par défaut. Et rappelez-vous que ce sujet est complémentaire de nos guides sur la solidité des pièces et la réduction du temps d'impression.